
旋轉(zhuǎn)臺的裝載對周期時間沒有影響
這個通用單元的核心是一個 H 型工作臺,KR 6-2 型庫卡機(jī)器人就安裝在這個工作臺的 中心上。由于采用旋轉(zhuǎn)式工作臺,因此隨時有一個焊接裝置處于生產(chǎn)流程,而第二個焊 接裝置則由工作人員馬上裝上工件,完全配合生產(chǎn)流程的節(jié)奏。
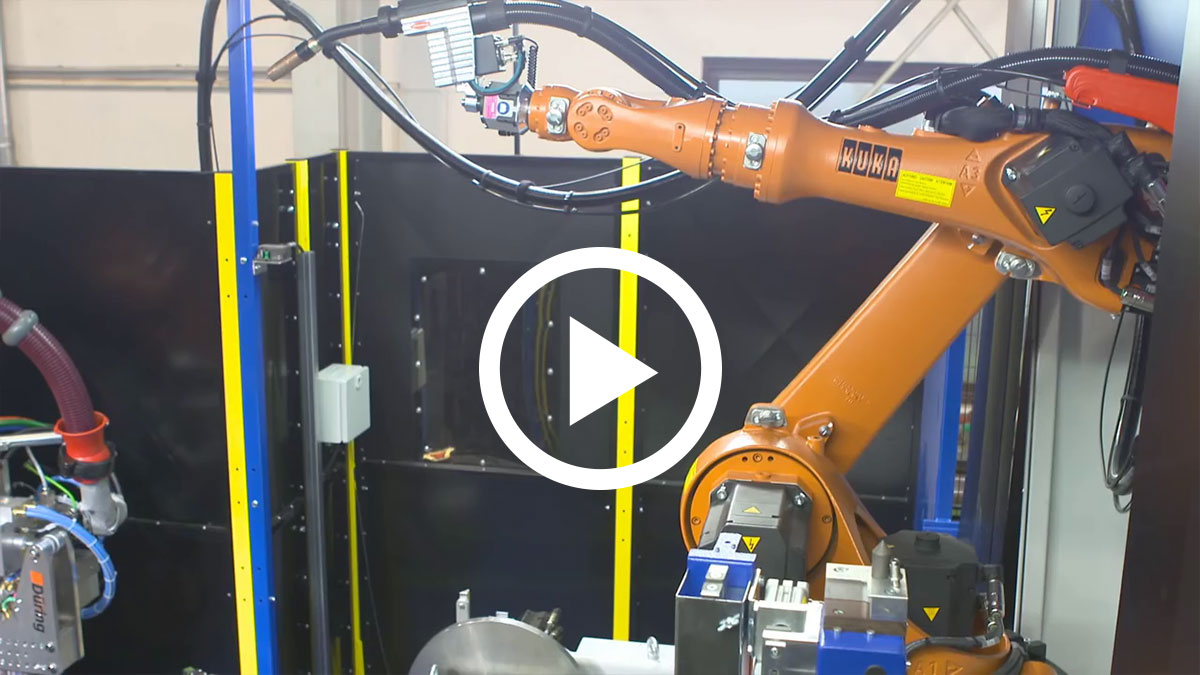
首先工作人員將工件放到焊接裝置中,然后啟動機(jī)器。工作臺將夾緊完畢的裝置在機(jī)器人下方的焊接區(qū)域中 旋轉(zhuǎn) 180 °。庫卡 KR 6-2 配備了用于氣體保護(hù)焊的 Fronius CMT 焊槍,進(jìn)入裝置并且對工件進(jìn)行焊接。然 后,第二臺 KR 210 R2700 extra 型機(jī)器人裝配了 Düring 焊接技術(shù)公司的伺服氣動機(jī)器人鉗 X 100,重新進(jìn) 入裝置并且通過點焊的方式連接工件。在焊接過程結(jié)束之后,H 型工作臺會旋轉(zhuǎn),將第二個新裝好工件的 裝置移入機(jī)器人的工作區(qū)域中。第一個裝置通過旋轉(zhuǎn)重新進(jìn)入人員所在的區(qū)域。夾具以氣動方式打開并且 使人員可以取出完成焊接的工件。人員負(fù)責(zé)取出和裝上新工件,完全配合生產(chǎn)流程節(jié)奏。

